
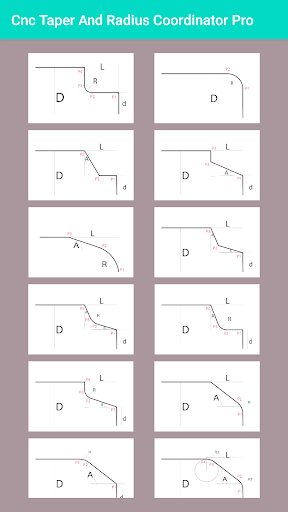
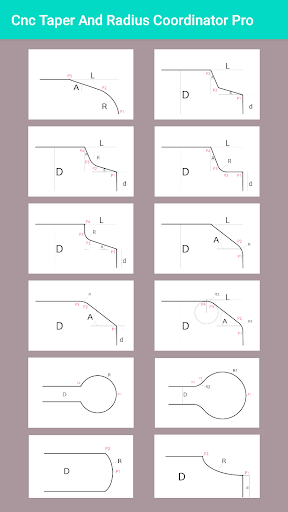
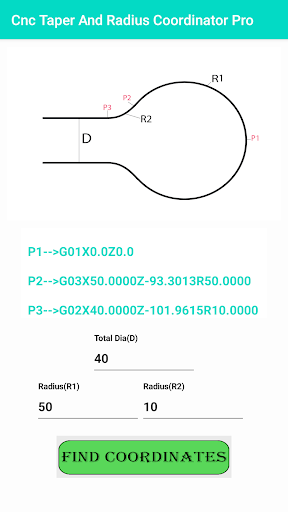
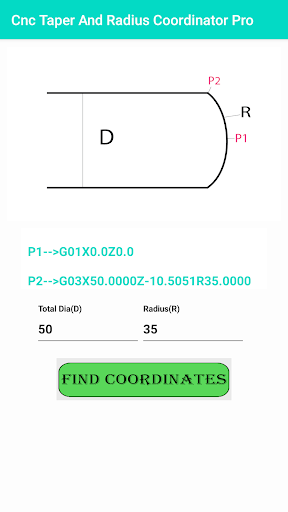
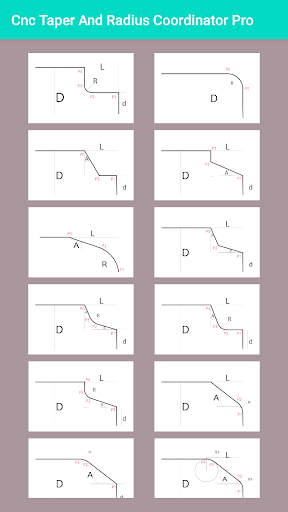
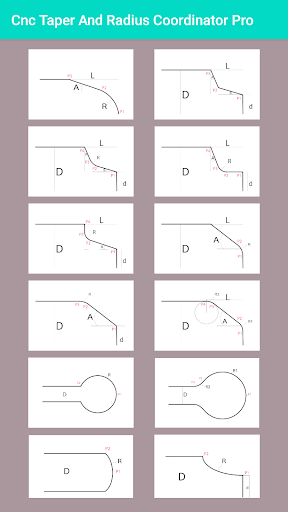
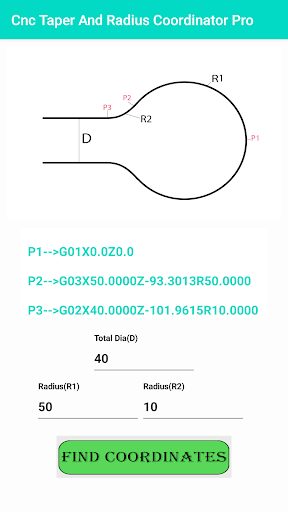
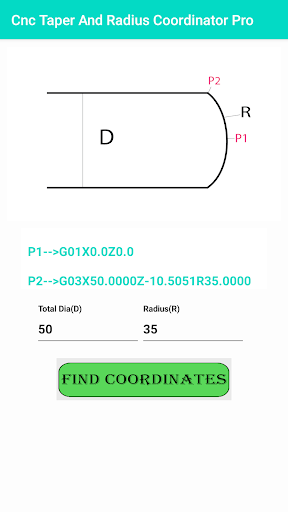
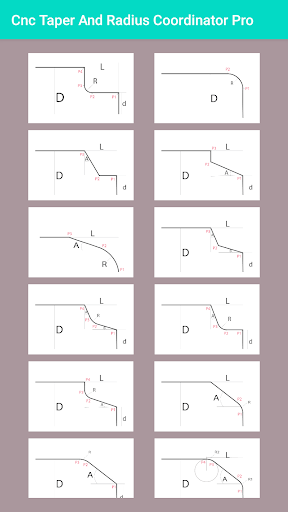
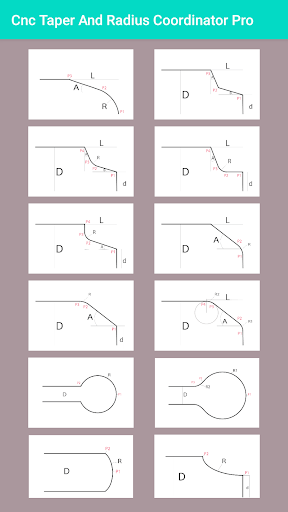
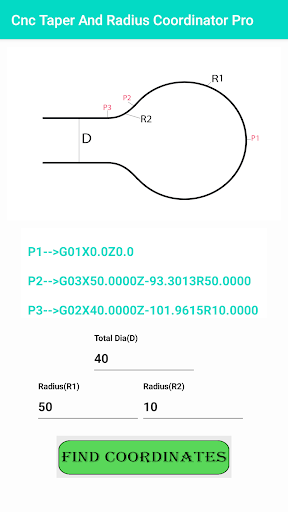
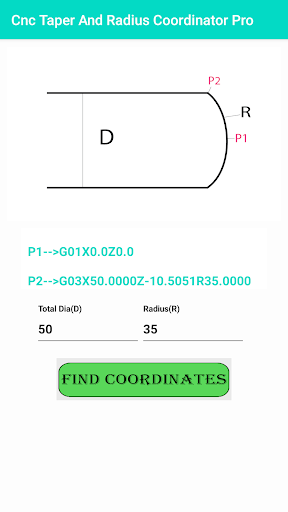
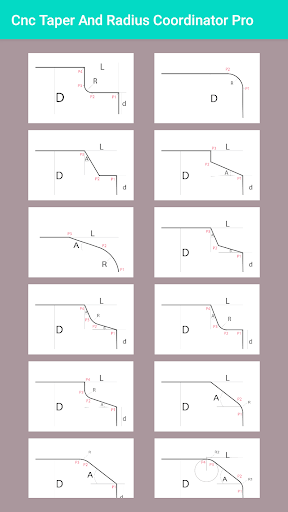
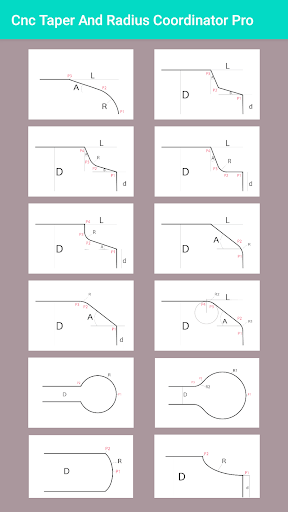
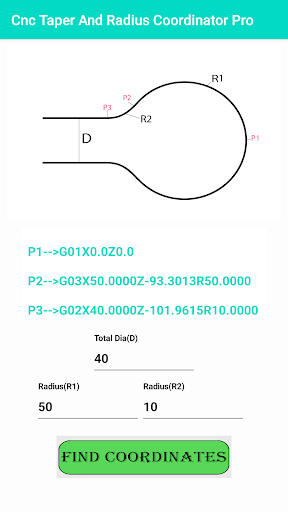
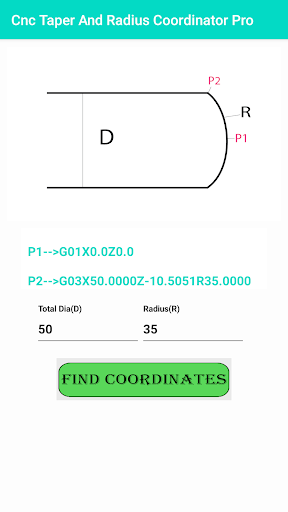
Cnc Taper & Radius Pro
Global-
Package Namecom.vaaniapplications.CncCalculationsPaid
-
Languages-.-
-
Requires SystemAndroid 5.0
-
Content RatingEveryone
-
Architecturearm64-v8a,armeabi-v7a,x86,x86_64
-
Permissions48
-
Signaturemore
-
Feedback


Ludo Club - Dice & Board Game

NumMatch: Logic Puzzle
Nostalgia Color by number game

Pop Jigsaw - Jigsaw Puzzles

Farkle Dice Roll
Checkers Online

Focus Color by Numbers Journey
Lichess beta

Bingo Aloha-Bingo tour at home

Tile Connect - Matching Games

Bingo Lotto: Win Lucky Number

Christmas Jigsaw Puzzle Games

Zen Color - Color By Number

Paint by Number: Coloring Game

Tile Story: Match Puzzle Game

Mahjong Triple 3D -Tile Match

Hidden Letters - Search & Find

StickerHub - Mono GO Stickers

Mahjong Solitaire Classic Game

Macabre Color Paint By Number

Parchis CLUB - Pro Ludo
Notes Launcher: Notepad, To-do

Translate: AI, Camera & Voice

Microsoft Edge: AI browser

ReelShort - Short Movie & TV

USA Dating

Money Manager (Remove Ads)

Money Manager Expense & Budget

MP3 Downloader - Music Player
HiPER Calc Pro

Mercado Libre: Compras online
ArtCanvas: How to draw

Neutrino Design
Total Reviews 0
Rating
0.0
0 Reviews

MyDISH
The MyDISH app enables you to manage your DISH account from

Headero - Casual Meetups
THE FIRST AND ONLY CONNECTION APP FOR EVERYONE. One of th

Hatched: Find Your Match
HATCHED: HATCH YOUR MATCH Welcome to Hatched, the dynamic an
Fruits Coloring Book & Drawing
Fruits Coloring Book App is a drawing and color game for eve

Bitcoin Miner Cloud Server
Unlock the power of cryptocurrency mining with our Bitcoin C

AGC ToolKit Pro
AGC ToolKit Pro is used for sharing LUTs, applying LUTs to p

Magic TVHD
Magic TVHD is a subscription based communication & broadcast

FF Fire Minecraft Map: Max Mod
In the depths of the virtual world of Mincraft Pocket Editio

AGC8.4.300_V12
- Added Global patcher - Added profile prefix name - Added

AGC9.2.14_V11.0
AGC9.2.14_V12.0

AGC9.4.23_V1.0